Horno de temple por gas al vacío horizontal con cámara única




¿Qué es el enfriamiento por gas al vacío?
El temple con gas al vacío es un proceso que consiste en calentar la pieza de trabajo al vacío y luego enfriarla rápidamente en un gas refrigerante a alta presión y alto caudal, con el fin de mejorar la dureza superficial de la pieza.
En comparación con el temple en gas convencional, el temple en aceite y el temple en baño de sales, el temple en gas a alta presión al vacío presenta ventajas evidentes: buena calidad superficial, ausencia de oxidación y carburización; buena uniformidad de temple y mínima deformación de la pieza; buen control de la intensidad del temple y velocidad de enfriamiento controlable; alta productividad, ahorrando el trabajo de limpieza posterior al temple; y ausencia de contaminación ambiental.
Existen muchos materiales adecuados para el temple con gas a alta presión al vacío, entre los que se incluyen principalmente: acero de alta velocidad (como herramientas de corte, moldes metálicos, matrices, calibres, cojinetes para motores a reacción), acero para herramientas (piezas de relojes, fijaciones, prensas), acero para matrices, acero para cojinetes, etc.
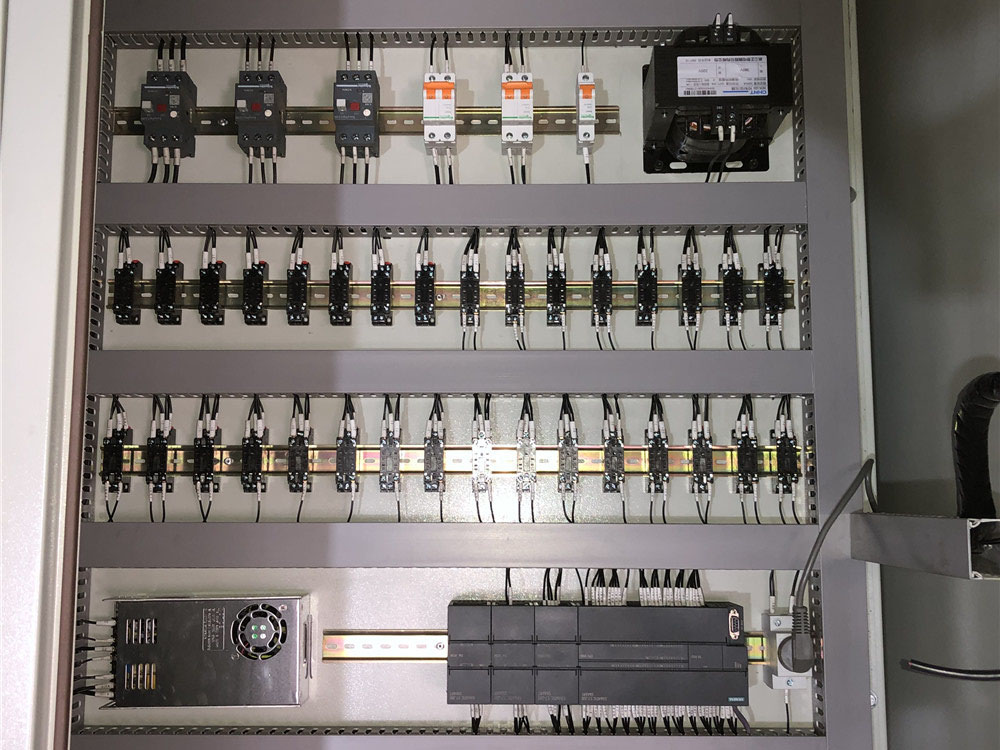
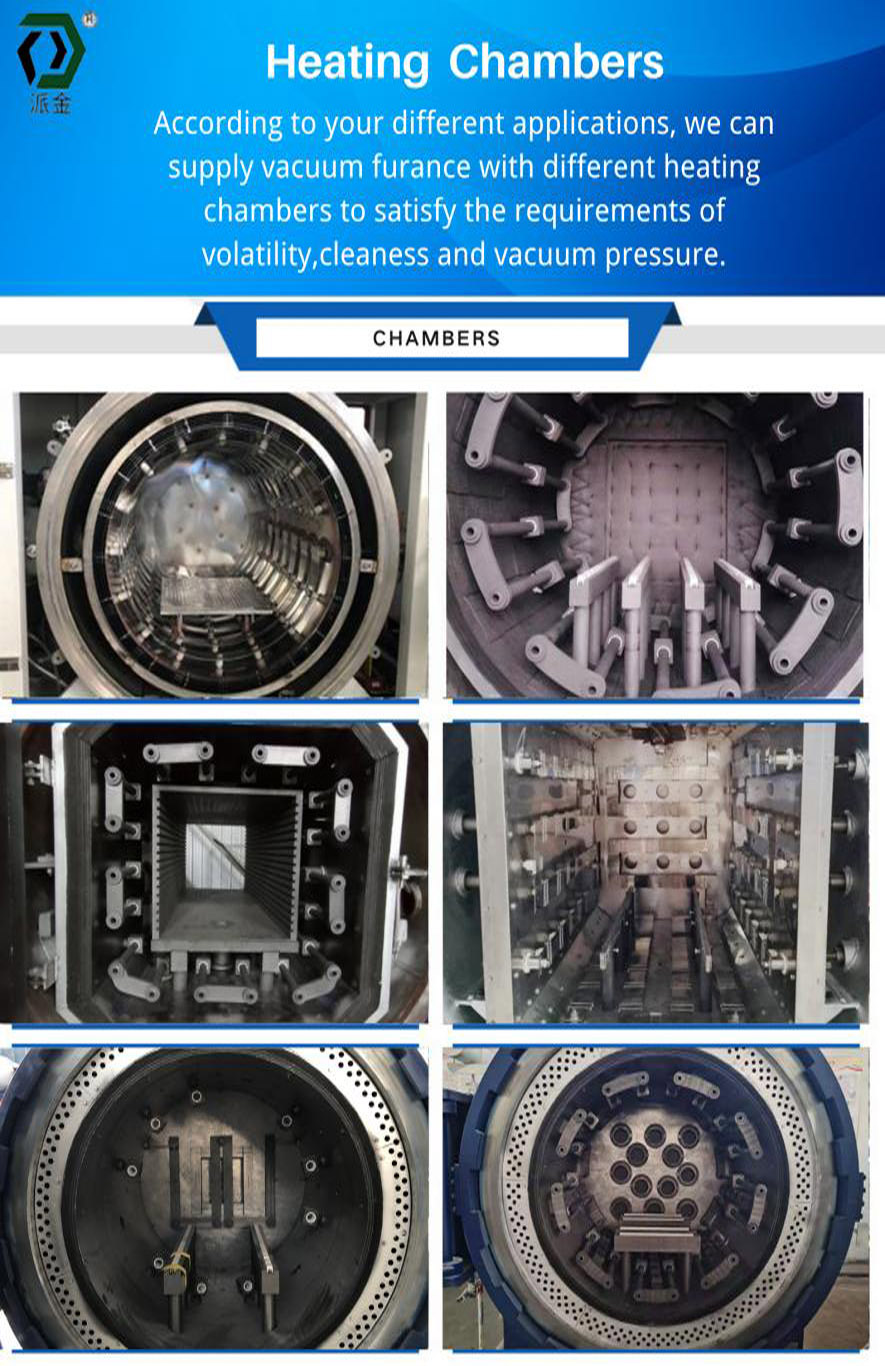
El horno de temple por gas al vacío Paijin es un horno de vacío compuesto por el cuerpo del horno, la cámara de calentamiento, el ventilador de mezcla caliente, el sistema de vacío, el sistema de llenado de gas, el sistema de presión parcial de vacío, el sistema de control eléctrico, el sistema de refrigeración por agua, el sistema de temple por gas, el sistema neumático, el carro de alimentación automática del horno y el sistema de suministro de energía.



Solicitud
Horno de temple por gas al vacío PaijinEs adecuado para el tratamiento de temple de materiales como acero para matrices, acero de alta velocidad, acero inoxidable, etc.; el tratamiento de solución de materiales como acero inoxidable, titanio y aleaciones de titanio; el tratamiento de recocido y el tratamiento de revenido de diversos materiales magnéticos; y puede utilizarse para soldadura fuerte al vacío y sinterización al vacío.

Características
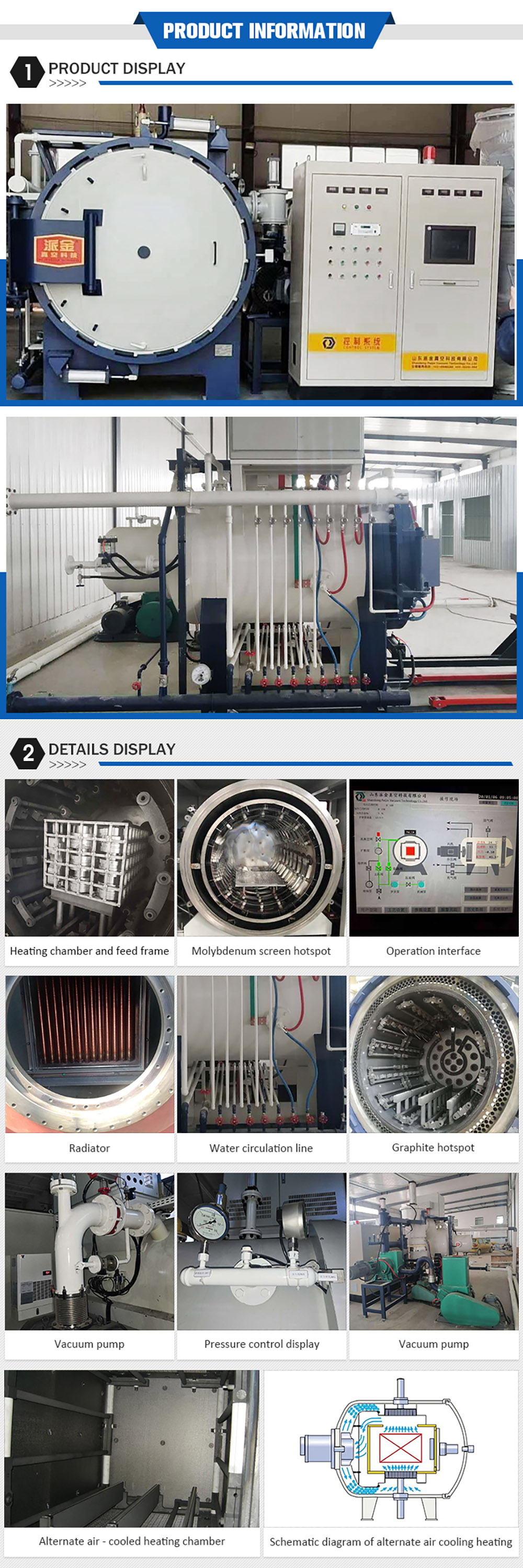
1. Alta velocidad de enfriamiento:Mediante el uso de un intercambiador de calor cuadrado de alta eficiencia, su tasa de enfriamiento aumenta en un 80%.
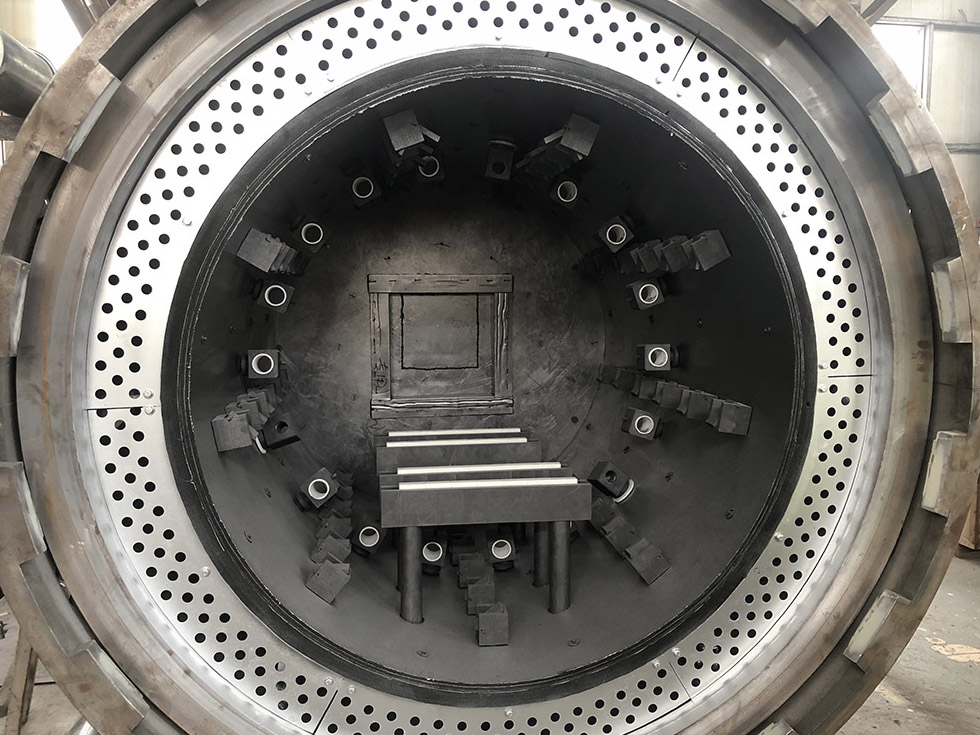
2. Buena uniformidad de enfriamiento:Las boquillas de aire están dispuestas de forma uniforme y escalonada alrededor de toda la cámara de calentamiento.
3. Alto ahorro energético:Sus boquillas de aire se cierran automáticamente durante el proceso de calentamiento, lo que reduce su coste energético en un 40%.
4. Mayor uniformidad de la temperatura:Sus elementos calefactores están distribuidos uniformemente alrededor de toda la cámara de calentamiento.
5. Adecuado para diversos entornos de proceso:La capa aislante de su cámara de calentamiento está fabricada con una capa aislante rígida compuesta o una pantalla aislante metálica, apta para diversos entornos.
6. Inteligente y fácil de programar, con un funcionamiento mecánico estable y fiable, que permite la activación automática, semiautomática o manual de alarmas y la visualización de los fallos.
7. Ventilador de enfriamiento por gas con control de frecuencia variable, calefacción por aire por convección opcional, medición de temperatura de 9 puntos opcional, enfriamiento por presión parcial y enfriamiento isotérmico.
8. Con un sistema de control de IA completo y un sistema operativo manual adicional.
Especificación y parámetros del modelo estándar
| Especificación y parámetros del modelo estándar | |||||
| Modelo | PJ-Q557 | PJ-Q669 | PJ-Q7711 | PJ-Q8812 | PJ-Q9916 |
| Zona caliente efectiva LWH (mm) | 500*500*700 | 600*600*900 | 700*700*1100 | 800*800*1200 | 900*900*1600 |
| Peso de la carga (kg) | 300 | 500 | 800 | 1200 | 2000 |
| Temperatura máxima (℃) | 1350 | ||||
| Precisión del control de temperatura (℃) | ±1 | ||||
| Uniformidad de la temperatura del horno (℃) | ±5 | ||||
| Grados de vacío máximos (Pa) | 4.0 * E -1 | ||||
| Tasa de aumento de presión (Pa/H) | ≤ 0,5 | ||||
| Presión de enfriamiento por gas (bar) | 10 | ||||
| Estructura del horno | Horizontal, de una sola cámara | ||||
| Método de apertura de la puerta del horno | Tipo bisagra | ||||
| Elementos calefactores | Elementos calefactores de grafito | ||||
| Cámara de calentamiento | Estructura de composición del fieltro duro y blando de grafito. | ||||
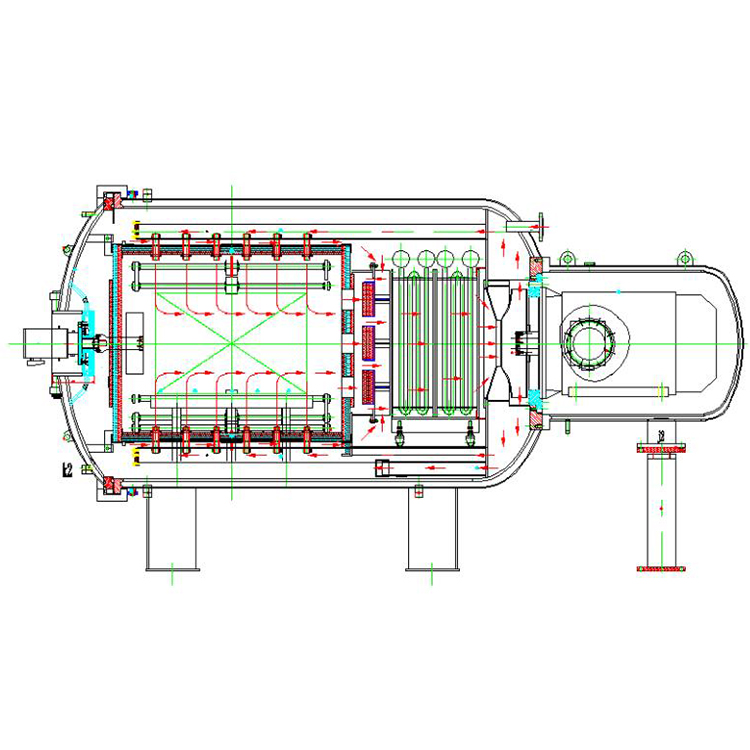
| Tipo de flujo de enfriamiento por gas | flujo alterno vertical | ||||
| PLC y elementos eléctricos | Siemens | ||||
| controlador de temperatura | EUROTHERM | ||||
| Bomba de vacío | Bomba mecánica y bomba Roots | ||||
| Gamas opcionales personalizadas | |||||
| Temperatura máxima | 600-2800 ℃ | ||||
| Temperatura máxima en grados | 6,7 * E -3 Pa | ||||
| Presión de enfriamiento del gas | Barra 6-20 | ||||
| Estructura del horno | Horizontal, vertical, de una sola cámara o de múltiples cámaras | ||||
| Método de apertura de la puerta | Tipo bisagra, tipo elevación, tipo plano | ||||
| Elementos calefactores | Elementos calefactores de grafito, elementos calefactores de molibdeno | ||||
| Cámara de calentamiento | Fieltro de grafito compuesto, pantalla reflectante totalmente metálica | ||||
| Tipo de flujo de enfriamiento por gas | Flujo de gas alterno horizontal; flujo de gas alterno vertical | ||||
| bombas de vacío | Bomba mecánica y bomba Roots; Bombas mecánicas, Roots y de difusión | ||||
| PLC y elementos eléctricos | Siemens; Omron; Mitsubishi; Siemens | ||||
| controlador de temperatura | EUROTHERM;SHIMADEN | ||||
Control de calidad
La calidad es el espíritu de los productos, es el punto clave que decide una fábrica.'s futuro. En Paijin, la calidad es la principal prioridad en nuestro trabajo diario. Para garantizar la buena calidad de nuestros productos, prestamos mucha atención a 3 aspectos.
1. Lo más importante: El factor humano. El factor humano es el punto más importante en todo trabajo. Contamos con cursos de capacitación completos para cada nuevo trabajador y tenemos un sistema de clasificación para clasificar a cada trabajador por nivel (junior, medio, alto). Los trabajadores de diferentes niveles son asignados a diferentes puestos con diferentes salarios. En este sistema de clasificación,'No se trata solo de las habilidades, sino también del grado de responsabilidad y la tasa de errores, el poder ejecutivo, etc. De esta manera, los trabajadores de nuestra fábrica están dispuestos a dar lo mejor de sí en su trabajo y siguen estrictamente las normas de gestión de calidad.
2. Los mejores materiales y componentes: Solo adquirimos los mejores materiales del mercado, ya que sabemos que ahorrar un dólar en materiales supone un ahorro de mil dólares en el producto final. Las piezas clave, como los componentes eléctricos y las bombas, son de marcas reconocidas como Siemens, Omron, Eurotherm, Schneider, etc. Para las demás piezas fabricadas en China, elegimos la mejor fábrica del sector y firmamos un contrato de garantía de calidad con ellos, para asegurar que cada componente que utilizamos en el horno sea de la más alta calidad.
3. Gestión de calidad rigurosa: Contamos con 8 puntos de control de calidad en el proceso de fabricación del horno. En cada punto, dos operarios y un gerente de fábrica se encargan de la inspección. En estos puntos, se verifican minuciosamente los materiales, los componentes y todos los aspectos del horno para garantizar su calidad. Finalmente, antes de que el horno salga de fábrica, se somete a una prueba final de tratamiento térmico.

-

Dispositivo de fabricación de polvo por atomización al vacío VIGA
-

Horno de desaglomeración y sinterización al vacío PJ-DSJ
-

Horno de vacío de sinterización reactiva de SiC PJ-RSJ
-

Horno de solidificación direccional al vacío VIM-DS
-

Horno de vacío de sinterización sin presión de SiC PJ-PLSJ
-

Horno de soldadura fuerte al vacío a baja temperatura